- Home page
- 3D Printers and accessoires
- Modeling
- Molding & Casting
- Tin Silicones
- Platinum Silicones
- Dragon Skin Series
- Ecoflex Series
- Equinox Series
- Mold Star Series
- Rebound Series
- Smooth-Sil Series
- SORTA-Clear Series
- Body Double Series
- Psycho Paint
- Platsil Gel & Deadener
- Rubber Glass
- Encapso® K
- Solaris
- Soma Foama
- EZ-Brush Vac Bag Silicone
- EZ-Spray Platinum Silicones
- Silicone Additives
- PU-Rubbers
- Alginate
- PU-Resins
- PU Foam
- Epoxy Resins
- Polyester Resins
- Gypsum & Cement
- Latex
- Mask Making Latex
- Mold Making Latex
- FormX Elastica Latex Rubber
- Monstermakers Foam Latex
- Monstermakers Mask making latex RD-407
- Monstermakers additives & Components
- Holden's Coating/Dipping Latex
- Holden's Body Latex - Brushable
- Holden's Mold Making Latex HX-80
- Holden's Mold Making Latex High Viscosity HX-974
- Holden's Mask Making Latex - Pourable HX-407
- Holden's Mask Making Latex - Brushable HX-807
- Holden's Cosmetic Latex
- Holden's Frisket Mask Latex
- Holden's HX-Injection Medium
- Latex Accessories
- Latex Pigments
- Latex Paint
- Latex Thickener
- AcrylCast
- Prince August
- Concrete Mixtures
- Jesmonite Acryl System
- Buddy Rhodes Concrete Products
- Seal and Release
- Additives
- Pigments
- Jesmonite liquid Pigments
- Pure Pigments powder
- Ultra Fine Pigments powder
- Silc Pig pigments for silicone
- Glow Worm Fluorescent Pigments
- Cryptolyte Glow in the Dark
- Silicone Pigments - SilcPig Electric fluorescent
- Siltone Pigment for Silicone
- SilTone Kits
- Silicone Coloring System - FuseFX
- Silicone Coloring System S.A.M
- Key Pigments for silicone
- Kryolan Flock Fiber
- Latex Pigments
- Polyester Pigment
- UVO- PU-pigments - UV-Resistant
- SO-Strong - PU-pigments
- Ignite fluorescent PU-pigments
- Real Metal Powders
- Faux Metal Powders
- Cast Magic Powders
- Paints
- Maker Pro Paint
- Maker Pro Paint Fluorescent
- Maker Pro Paint Metallics
- Vallejo Acrylic Paints
- Vallejo Metal Color
- Maker Pro Paint Additive
- Vallejo Acrylic Mud
- Vallejo Primers and Laquer
- Psycho Paint
- MM Latex Paint
- MM Latex Paint Base
- FFX LY-series paints
- FFX F-series paint
- FFX M-series paints
- jesmonite paint
- Fillers and Finishing
- Solvents & Thinners
- Adhesives
- Tools
- Equipment
- Special Make-Up
- Cannom Grease Paint
- Skin Illustrator Palettes
- Skin Illustrator Liquid
- Fleshtone 60ml
- Fleshtone 120ml
- Dark Fleshtone 60ml
- Dark Fleshtone 120ml
- FX 60ml
- FX 120ml
- FX 240ml
- Complexion 60 ml
- Complexion 120ml
- Alchemy 60ml
- Alchemy 120ml
- Grunge 60ml
- Grunge 120ml
- Grunge 240ml
- Mardi Gras Liquids 60ml
- Mardi Gras Liquids 120ml
- Necromania 60ml
- Mekash Colors 60ml
- Clear Gloss 60ml & 120ml
- Glo-Worm 60ml & 120ml
- Tattoo Classic 60ml & 120ml
- Sunburn
- Alphabetical all
- Skin Illustrator Concentrates
- Fleshtone liquid Concentrate 60ml
- Dark Fleshtone liquid Concentrate 60ml
- FX liquid Concentrate 60ml
- FX liquid Concentrate 120ml
- Alchemy liquid Concentrate 60ml
- Grunge liquid Concentrate 60ml
- Mardi Gras liquid Concentrate 60 ml
- Necromania liquid Concentrate 60ml
- Necromania liquid Concentrate 120ml
- Concentrate Alphabetical
- Skin Illustrator Singles
- Skin Illustrator Glazing Gels
- Skin Illustrator Glazing Spray
- Skin Illustrator Mouth FX
- Allied FX (Blue Bird)
- RipperFX Palettes
- Stacolor Palettes
- PAX Paints Thomas Suprenant
- MaqPro Farde Palettes
- MaqPro Make-Up Mixer
- MaqPro Creamy
- MaqPro Bruise Gel
- Old Age Stipple
- Holden's Cosmetic Latex
- Tattoo Sheets
- Brushes Make-Up
- Stamps & Molds
- Sponges and Applicators
- Head Armatures
- FormX Tools
- Kryolan Make-Up
- Special effects
- Prostetic Materials
- Help me choose
- Literature
- FormX Academy
Plasti-Paste
Buy Smooth-On at FormX
Smooth-On is one of the worlds leading manufaturers 3D modeling materials such as mold-making, casting and special effects materials but also industrial casting resins, adhesives and equipment. FormX is main distributor of Smooth-On products in Europe.
Plasti Paste

Plasti-Paste™ is a two component fiber resin that is designed for vertical surface application. Part A is a liquid and Part B is a paste. Mix ratio is 1A : 3B by volume (41A:100B by weight).
It has no odor and pot life is 8 – 10 minutes depending on mass. Demold time (can be handled) is about 90 minutes depending on mass. Plasti-Paste™ holds a vertical surface without sagging and cures to a strong, durable and lightweight plastic. Suitable as a mother mold / support shell (reinforces shape of rubber mold during casting). Can be pigmented with So-Strong™ color tints available at form X. Add cabosil or other filler as an extender or for special effects.
Technical bulletin Plasti-Paste
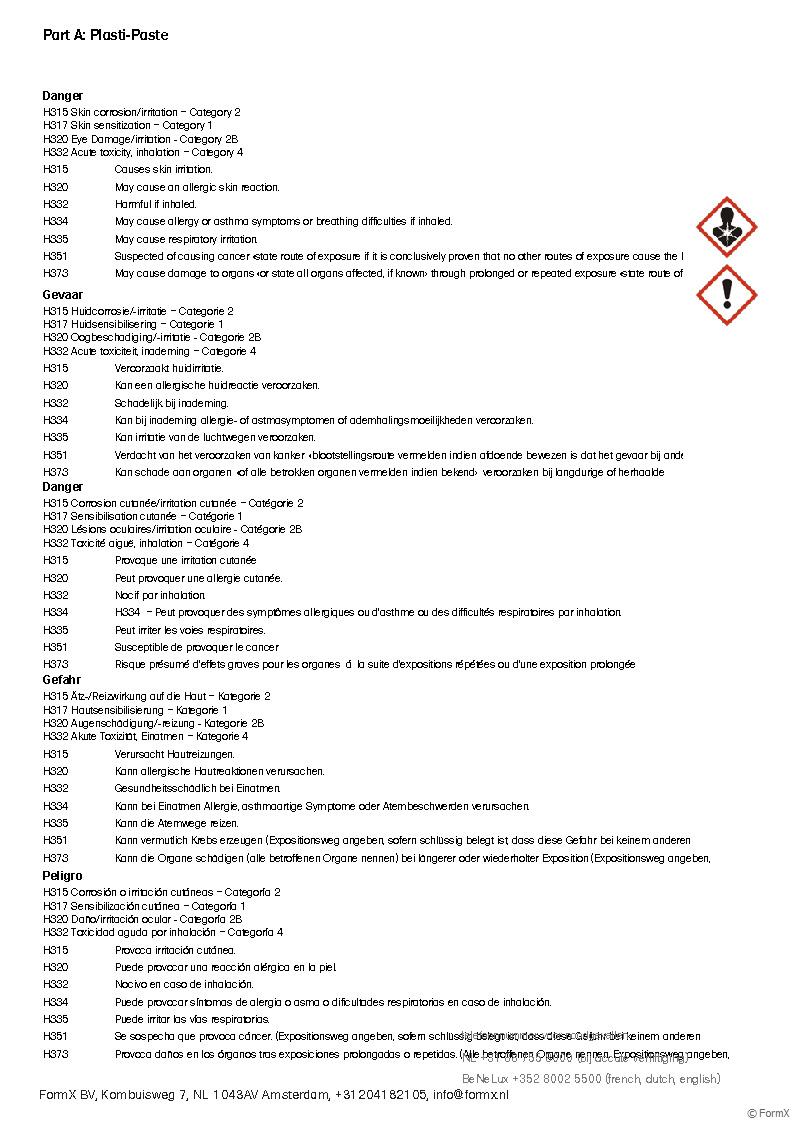
- Read the safety information label. Click on the image
- Lisez les informations de sécurité cliquez sur l'image
- Lea la etiqueta de información de seguridad. Haga clic en la imagen
- Lesen Sie das Sicherheitsinformationsetikett. Klicken Sie auf das Bild.
- Lees het veiligheidsinformatie label. Klik op de afbeelding.
Plasti-Paste products



Preparation – Materials should be stored and used in at room temperature 23° C. This product has a limited shelf life and should be used as soon as possible. Mixing should be done in a wellventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. If making a 2 or more piece mother mold, apply appropriate shim apparatus to rubber mold exterior.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
Applying A Release Agent – This product is adhesive and will bond to many surfaces. A sealer followed by a release agent is necessary to facilitate demolding when applying as a mother mold over a cured mold rubber. Use Sonite™ Wax followed by a coating of Universal™ Mold Release or Ease Release 200 release agent. A liberal coat of release agent should be applied onto all surfaces that will contact the plastic. You can also apply aluminum foil as a barrier over the surface followed by an application of Mold Release agent.
PRE-MIX Part B Before You Start – Part B is a thick paste containing oil that needs to be pre-mixed before being dispensed into measuring container. Dig deep to re-disperse oil & paste components that may have separated.
Measuring – The components of Plasti-Paste™ requires two different sized containers. The first will be used for measuring out amounts of Part A and Part B. The second should be large enough to contain both components and allow thorough mixing. IMPORTANT: Shelf life of Part A (Yellow Container) is reduced after opening. Remaining product should be used as soon as possible. XTEND-IT™ Dry Gas Blanket will prolong shelf life of unused liquid urethanes.
Mixing – Mix Ratio is 1A:3B by volume (41A:100B by weight). (Step 1) Fill measuring container to the top with Part B paste, making sure to eliminate any air voids. Level off the top of the container and remove any excess material. The paste should then be thoroughly emptied into a larger container that will act as your mixing container. Repeat As Necessary. (Step 2) Fill the measuring container to the top with Part A liquid and empty into mixing container. Mix thoroughly for 2-3 minutes making sure that you scrape the sides and bottom of the mixing container several times. Eliminate color streaks. If adding So-Strong™ color tints, pre-mix color with the Part B before adding Part A.
Mixing Large Batches - A ‘Turbine’ mechanical mixer attached to a power drill will make mixing large batches of material much easier.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT™ Dry Gas Blanket (available from form X) will significantly prolong the shelf life of unused liquid urethane products.
Applying – Mixed material thickens quickly and pot life is limited. Do not delay between mixing and applying. To increase working time, spread entire container contents over rubber mold surface and cover and spread mixture to uncovered areas. Apply uniformly with spatula over mold surface. Material will adhere to itself if additional layers are needed. Apply at least 1 cm thickness, making sure rubber mold is thoroughly covered. For maximum strength and heat resistance, 1.27 cm thickness is recommended. Large molds may require added thickness for support shell stability. Supports (wood or metal) may be embedded for added stability and handling. Prevent a jagged surface; Final layer of Plasti-Paste™ can be smoothed by wiping solvent (denatured alcohol or acetone) onto surface with gloved hand.
Making A Two Piece Shell – Plasti-Paste™ will bond to most surfaces and itself tenaciously. A barrier coat of paste wax followed by Universal™ Mold Release applied to all surfaces is necessary to prevent adhesion. Applying aluminum foil to the contours of all surfaces followed by Universal™ Mold Release will also prevent adhesion.
Curing – Plastic will be hot immediately following cure. Let cool to room temperature before handling. Material will develop handling strength and can be handled in about 90 minutes depending on mass. At this point, it is stable enough to demold, re-assemble over rubber mold and make a casting (hold 2 or more piece assemblies together with elastic bands, mold straps or bolts). Large sections should be bolted together to minimize distortion. Full strength develops in 24 hours.
Heat Resistance – Fully cured plastic with a minimum thickness of (1.27 cm) will resist temperatures up to 55°C. To improve heat resistance to 70°C, post cure material at 65°C for 16 hours.
If machining or sanding cured plastic, wear NIOSH approved mask to prevent inhalation of residual particles.
Storage – For best storage results, cast into rubber mold with a gypsum plaster or other dimensionally stable material, assemble mold inside the Plasti-Paste™ support shell and store assembled molds on a level surface indoors at room temperature in a dry place.
You might also need...

- Mixing Beakers
- Measuring Cups & Jars
- Weighting devices
- Brushes
- Protective Gear such as gloves
- Release agents